


















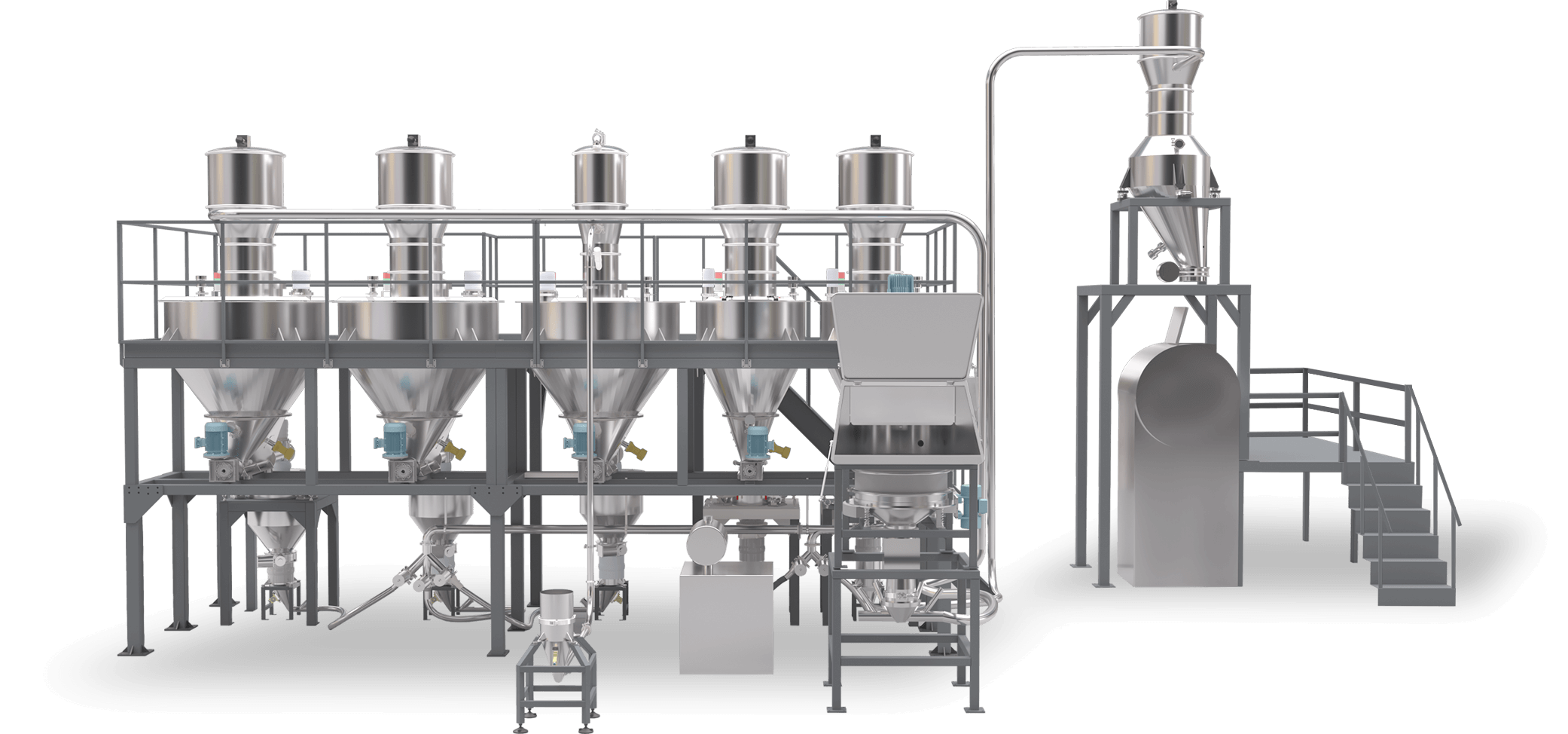
投料系统配有除尘风机,避免扬尘,配有振动电机和除杂格栅,可均匀筛料并即将粉料中的金属异物删减出来,通过真空上料机将使用负压输送的原理将粉料输送到到料仓内,粉料不会与外界接触,在密闭的管道内输送,保证粉料不会二次污染。
储料仓内壁光滑,无死角,顶部配置人形观察孔方便观察,上盖可拆卸,方便清洗,配有上下位传感器,实时监控储料仓内的储料情况,底部出料口配助流蝶,可快速下料,防止有有粉料粘壁,且能均匀连续的向下个环节供料。
分三层,由称重仓、混料机、暂存仓组成
设备配有称重系统以及自动阀门,自动化程度可实现车间监控化管理此平台采用自上而下,垂直送料的原理配置称重传感器、限位传感器、电动闸阀等反馈系统比以往混料系统提高50%效率、配比准确率99%
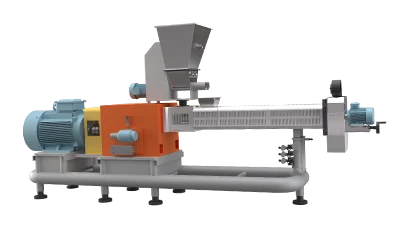
主机配有失重式配料系统,物料由真空上料机输送到失重喂料机的称重仓,整个过程密封进行,全自动化进行,保障食品安全,此主机配有冷却和注水系统,可实现精准控温和自动注水,
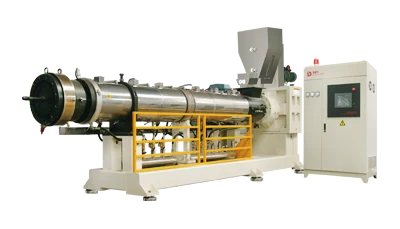
烘箱内部设计由横向风循环系统,可有效在烘箱内部形成快速的热风循环,当物料吸收局部热量,排除大量湿气后,风循环系统可快速补充热量,带走多余水分,保持烘箱内恒温。
浸泡,脱水,卤制,脱卤水。整个过程全自动化。设备全不锈钢304制作,PLC控制。
烘干工段,使用5层上加热燃气烘箱做物料的预烘干,进料口设计有振动摊料机,可将物料均匀平铺在网带上,变频调速,可更具不同物料,产量调整烘干时间和温度,加热系统设计在烘箱顶,可有效防止物料残渣遇高温起火,底部设计残渣抽屉,可对烘干的物料残渣及时清理。
使用4工位的自动八角桶调味线,4头设计,提高生产效率,并配备喷油,喷浆,撒粉的工艺





































.webp)









































