大大简化了传统的膨化小食品加工工艺,采用玉米、大米、小米及蔬菜、海产品等原料,可生产多种风味、多种形状的。“克拉斯”、“乖乖脆”、“宝宝酥”、“麦圈”等市场流形的全膨化小食品。
可生产谷物颗粒粥及片粥产品,良好的复水性及外冲不烂,口感滑润、良好、谷物味香浓。
可生产冷食类产品的充填料、糕点馅料及固体粉料类充料。大的冷食厂家,可利用设备生产雪糕、冰淇淋产品的充填料,能降低产品的成本,提高产品的档次,增加料液的粘度及提高产品的膨化率,对产品的保型性,抗溶性及热振荡的稳定性均有好处,可加工糕点类产品的馅用料,使产品稚理稳定,口感风味独特,且节约能源;可生产固体饮料类的填充物;如:花生奶粉、豆奶粉等产品;能为一些白酒厂家及酿造厂家处理原料,能缩短糖化时间,缩短发酵周期,提高设备利用率,且能提高产品效率。
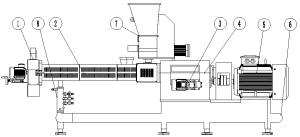
双螺杆挤压系统主要部分由机筒、螺杆组成。两螺杆均为单头左旋,互相啮合,同向旋转。在工作过程中彼此刮研粘在螺杆上的物料向前推送,螺杆是螺距分别为56mm、48mm、40mm、36mm、28mm、24mm和20mm剪切段组合而成。所有螺纹为梯形螺纹,深度为12.5mm。其中螺杆前端24mm和20mm剪切段螺杆为易损件,可以拆卸更换。物料通过螺杆增加了对机筒的接触面积,便于吸收外加热,有利于物料的熟化;另一方面,通过最后一段剪切环螺杆时,物料能充分的受到剪切力的作用,增加内能,完成物料膨化。
润滑系统是由油泵及油路组成。油泵型号为JCB22,流量为22升/分钟。与分配箱连接,对分配箱各转动部位强制润滑、冷却。
传动系统中主驱动动力为专门定制的75kw三相异步电动机电机,动力进入分配箱分解为两根同向旋转的输出轴;斜齿轮Z30与Z56是外啮合,属于三角传动系统,两个Z30斜齿轮各承载由螺杆传来的扭矩和径向推力。本机调速系统采用变频调速技术,调整可靠,调节范围大,运转平稳。箱体内齿轮轴均采用最先进的串列推力圆柱滚子轴承组,,来确保设备的稳定性。
加热系统加热分为六个区域,每个区域各有8个不锈钢加热棒组合来控制,每个加热棒功率为0.6KW,共28.8 KW。各区域温度可独立调整。
 SLG70-AC
SLG70-AC
 SLG70-AC
SLG70-AC
1、将生产线按附图生产线平面布置图安放在通风干燥处。
2、主机排列并安装好位置打好地脚,其他设备调整地脚高度使其安放平稳,以防机体各部受力不均,影响设备正常运转。
3、生产线各部分供电均安装闸刀开关(或空气开关等)与市电隔离保护,以便维修。
4、主机空载试机
- 检查储料筒和喂料螺杆内有无异物,应清理干净。
- 调整送料装置是否为正转!
- 检查主机电器件有无损坏、松动;
- 检查主机机筒及螺杆内有无异物,应清理干净;
- 检查主机机筒及螺杆、螺筒的配合情况,手盘减速机连轴器(去掉模头)运转阻力较小且均匀,转数圈,看有无废料排出。
- 检查喂料螺杆是否转动顺利。
- 将旋切刀上至工作位置,检查刀片与模具有良好的接触,是否转动良好,否则进行重新调整。
- 检查润滑系统,连接是否正常,并加入适量32#机械油。
5、做完以上检查及调整后,接通主机控制柜电源。
- 首先开启送料开关,检查正反转及有无异常声音,及时调整。
- 检查润滑系统,启动“油泵”按钮,油泵正转,油泵电机运转后,直至回油管有油回入油箱内,打开分配箱上盖,检查各滑动轴承是否出油,止推轴承润滑点是否正常,根据油箱油位情况再加入适量机械油。
- 检查主电机电源是否与油泵电源互锁。
- 点动主电机,检查电机三角带启动是否正常,开启调速器,检查电机是否正常运转。
- 点动主电机,听分配箱、螺杆螺筒内是否有异响。
- 将加热旋钮打在“ON”位置,检查加热系统情况。
- 启动喂料电机转动调速旋钮,检查喂料螺杆的运转情况和方向。
- 启动旋切电机,转动调速旋钮,检查刀具工作是否正常。
(9)启动主电机,由低速到高速,检查电机调速系统工作是否正常。
6、生产线的其他辅助设备也要有一个空载试车的过程,检查电机的转向和有无机械卡阻。(详见具体单机使用说明)
7、加载调试:
※连接好模头座上的六个螺栓,以免影响出料!
第一段设定: Ⅰ区100℃ Ⅱ区80℃ Ⅲ区50℃
Ⅳ区30℃ Ⅴ区30℃ 每次加热后保温10分钟
第二段设定: Ⅰ区150℃ Ⅱ区100℃ Ⅲ区80℃
Ⅳ区50℃ Ⅴ区50℃ 每次加热后保温10分钟
第三段设定: Ⅰ区170℃ Ⅱ区150℃ Ⅲ区120℃
Ⅳ区80℃Ⅴ区80℃ 每次加热后保温10分钟
- 主机开机之前必须先启油泵,供油5分钟后才可启动主电机!
- 主机温度上升到设定值之后,开启主电机(此时油泵已开)到850转,同时启动喂料电机,下料的同时在进料口加入不少于500ml水,以便于出料;调节旋钮有慢到快(0~400~600转),待出料正常后电机转速同时逐步提高到800转~1000转以上。
- 物料进入机筒后,主机电流会相应增大,观察主机电流,在主机电流在90B之内可以适当增加喂料转速,并同时把主电机逐步提高到900转以上。要求喂料量以能满足主机所需为原则,不能积料,也不能空料,加料时应时刻注意主电机电流表指示,一般控制在70~85B。
※主机工作电流不得大于90B!
- 物料从模头处挤出正常(无异物,膨化良好)后,启动旋切电机然后合上旋切机罩。调节电机转速,直到切出所需长度和形状。切断的物料下落轨迹应为一条直线。
- 停机前,先减少喂料后加水500ml,然后停止喂料,待模头不再出料时停主机卸模头,卸下后开主机,把膨化的废料从进料口加入,直到出料口出料后,待无粘料后停主机和强制喂料。清理模头并涂上食物油,以备下次使用。
※切勿在电机电流高的情况下如出现堵料、出料不畅或因电器故障,断电等开机运行。上述情况如出现,则应立即停机,卸下摸头,人工盘动电机,直到阻力很小时,方可开动电机。如盘不动电机,可将三个区加热至200℃左右,将机筒内物料烧糊冷却后再盘皮带轮,直至阻力很小时,方可开启电机排出废料。
- 定期检查各连接法兰、分配箱、减速箱、推力箱的固定螺栓是否有松动,若有则予以紧固。
- 减速机应半年更换一次润滑油,油面应在油标尺油位线之间,润滑油为HJ—40、HJ—50号机械油。
- 推力箱、分配箱应两个月清理一次,换润滑油,以后半年一次,润滑油为HJ—40号机械油。换完后;开机仔细听分配箱里的轴承有无异常噪音。
※推力箱、分配箱必须定期检查,否则易引起设备事故!
- 定期检查旋切刀片工作情况,如已磨损请及时更换,以免影响产品成型质量。
- 长时间不开机,请将模头、螺杆及其它部件涂油防锈。
- 机器的电器接线每周检查一次,所有接线不得有松动、落尘等现象。每半年应检查绝缘电阻(不大于5Ω)和接地电阻(不大于4Ω)。
- 运转20天,应检查分配箱内推力轴承磨损情况,如发现轴承磨损间隙过大,请及时更换,更换步骤如下:
- 打开分配箱上盖,卸下连接段与分配箱的连接螺栓9-M24,卸下上箱体的连接螺栓6-M20,将上箱体和下箱体分离,这时可以看到分配箱两根输出轴的推力轴承和滚珠轴承。
※连接上、下箱体的定位销不可丢失!
- 分配箱两根输出轴与挤压腔两根螺杆轴由花键套连接,要记下连接处的相对位置并做好记号。
- 将装在机架上的挤压腔连同连接套与分配箱分离,旋下锁紧螺母,取下花键套。
- 取出分配箱输出轴,检查轴承磨损情况,如磨损过重则应更换。
- 按记号将输出轴放入分配箱,清理上下箱体结合面并涂耐油密封胶,将上箱体和下箱体按定位销合箱并拧紧锁紧螺母。
- 将挤压腔推到位,上紧连接套与分配箱9-M24螺栓。
- 空车运转,检查油路有无卡阻、泄漏,运转是否正常,一切正常后可装上分配箱防护罩。





























.webp)









































