
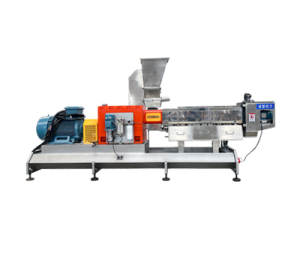
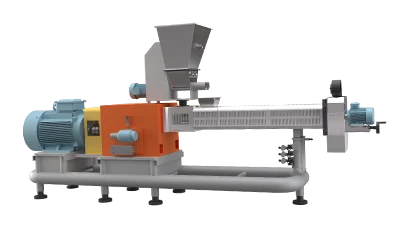
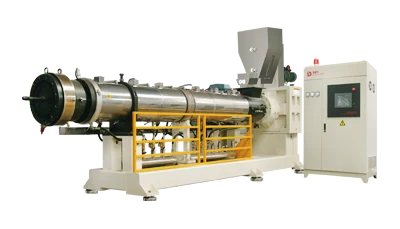
SLG72-E型双螺杆膨化食品生产线是采用国际先进的双螺杆挤压膨化技术,结合我公司多年来膨化食品技术研究的丰富经验研制开发的适合我国国情的膨化食品设备。该设备的特点是:根椐市场的需求,可分别以玉米、大米、大豆、黑米、绿豆、荞麦等五谷杂粮为原料,通过设备的强制挤压、输送、膨化、成型、干燥、喷油、调料及相应的辅助工艺加工而成的具有多种风味的膨化食品快餐粥(糊)。
该生产线设计合理、自动化程度高、操作方便、占地面积小、节约能源、加工流失小,可对谷物进行深层次的再开发和应用。主机采用稳定可靠的变频调速系统。该生产线属国内先进水平,它的开发生产填补了国内小直径双螺杆膨化设备的空白,并被机电部中国包装食品机械协会推荐为国内优质食品机械。
大大简化了传统的膨化小食品加工工艺,采用玉米、大米、小米及蔬菜、海产品等原料,可生产多种风味、多种形状的。“克拉斯”、“乖乖脆”、“宝宝酥”、“麦圈”等市场流形的全膨化小食品。
可生产谷物颗粒粥及片粥产品,良好的复水性及外冲不烂,口感滑润、良好、谷物味香浓。
可生产冷食类产品的充填料、糕点馅料及固体粉料类充料。大的冷食厂家,可利用设备生产雪糕、冰淇淋产品的充填料,能降低产品的成本,提高产品的档次,增加料液的粘度及提高产品的膨化率,对产品的保型性,抗溶性及热振荡的稳定性均有好处,可加工糕点类产品的馅用料,使产品稚理稳定,口感风味独特,且节约能源;可生产固体饮料类的填充物;如:花生奶粉、豆奶粉等产品;能为一些白酒厂家及酿造厂家处理原料,能缩短糖化时间,缩短发酵周期,提高设备利用率,且能提高产品效率。
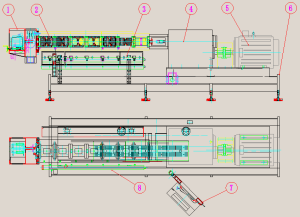
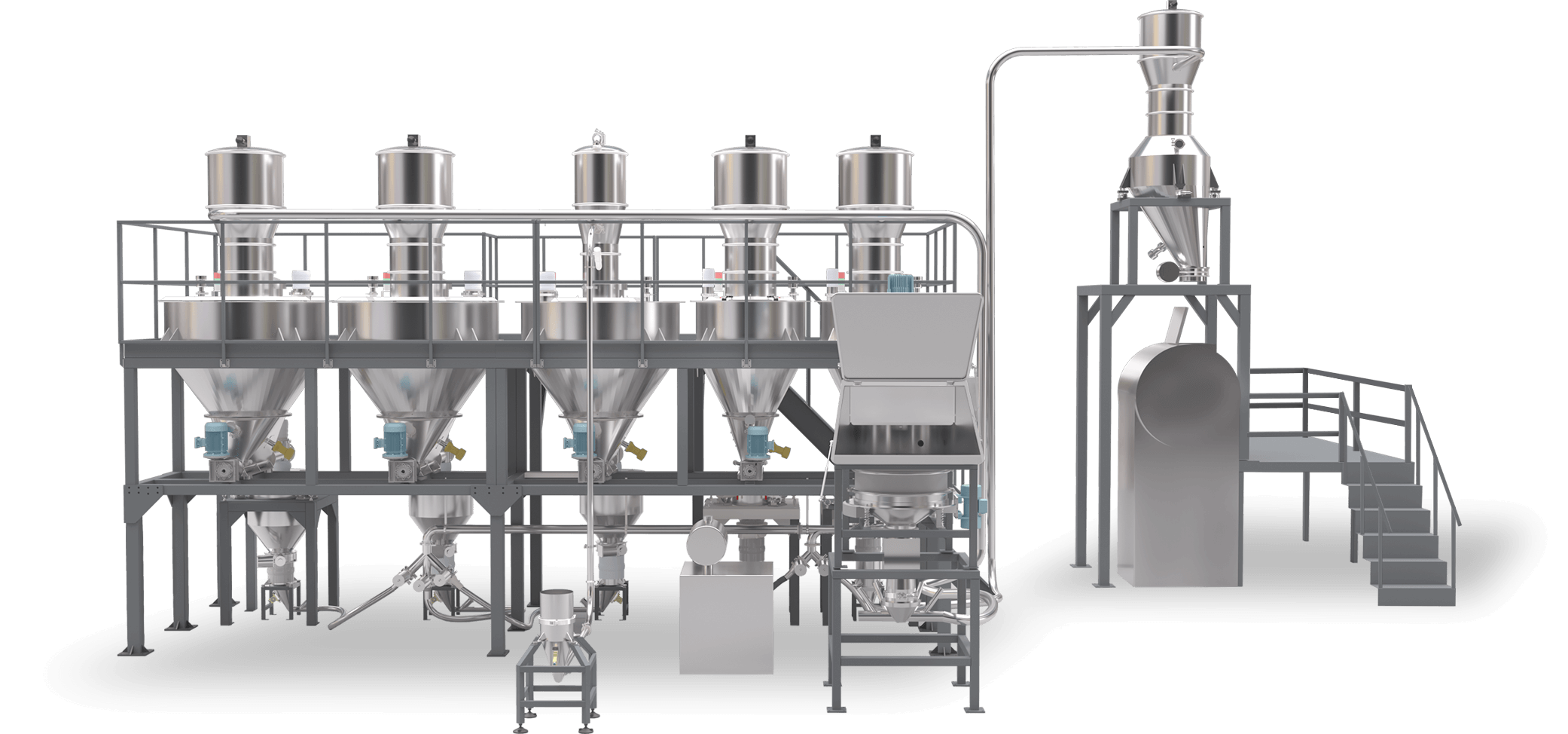
1、将生产线按附图III生产线平面布置图安放在通风干燥处。
2、主机按附图I排列并安装好位置打好地脚,其他设备调整地脚高度使其安放平稳,以防机体各部受力不均,影响设备正常运转。
3、生产线各部分供电均安装闸刀开关(或空气开关等)与市电隔离保护,以便维修。
4、主机空载试机
5、做完以上检查及调整后,接通主机控制柜电源。
(9)启动主电机,由低速到高速,检查电机调速系统工作是否正常。
6、生产线的其他辅助设备也要有一个空载试车的过程,检查电机的转向和有无机械卡阻。
| 序号 | 故障 | 现象 | 原因 | 排除方法 |
| 1 | 不出料 | 正常生产或刚开机时,主机模头处不出料 | B、开机注水少 | 加水至工艺要求 |
| B、面料粒度太细 | 粉碎至工艺要求 | |||
| C、主电机反转 | 换主电机进线相序 | |||
| D、温度不均衡 | 按工艺要求高温 | |||
| E、机筒内有残渣未排净 | 停机清理干净后再生产 | |||
| 2 | 出料但不正常 | 出料过快
(膨化过度) |
B、物料含水量高 | 减少水分含量 |
| B、II区温度高 | 降低II区温度 | |||
| C、温度控制仪失控 | 更换温度控制仪 | |||
| 产品不膨化 | D、温度过低 | 按工艺要求调整 | ||
| 3 | 切料不正常 | 产品不成型或带有毛边 | 个别刀具间隙过大 | 重新调整 |
| 4 | 转不动主轴 | 停电或生产完成之后主轴卸不动 | B、机筒内塞满原料 | 加温糊化 |
| B、变速箱机械损坏 | 打开变速箱检查 |




























.webp)









































