













本工段采用无尘投料站投放原料,投料站具备除尘功能,防止投料是扬尘,原料在封闭的管道内输送保证生产车间设备卫生,清洁。原料集中储存在储料仓。
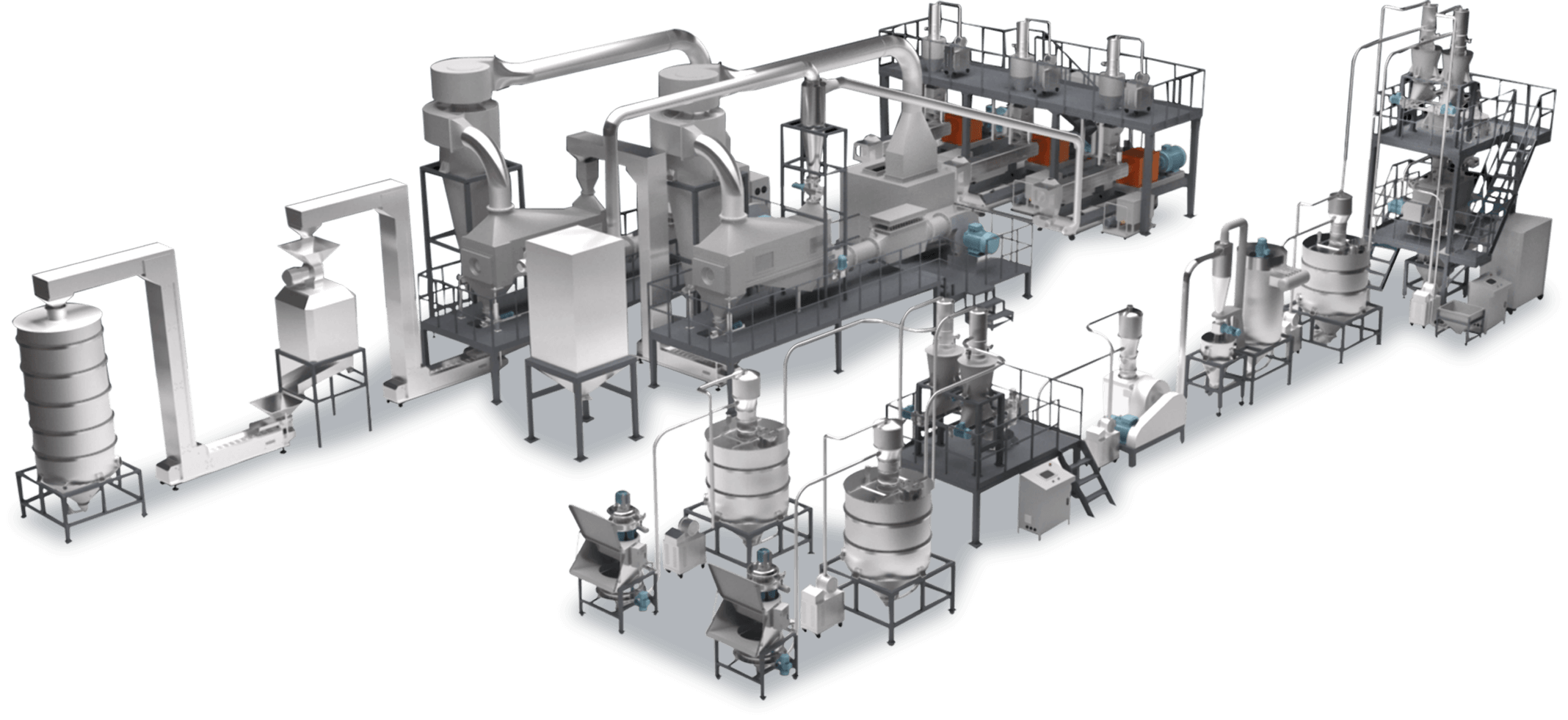
两种原料蒸米和碎米按照设定的重量进行自动配种,配好后由真空上料机将物料输送进无尘粉粹机进行粉碎,粉碎完成后由负压卸料进暂存仓,多余的尘集中在除尘箱内。最后由负压卸料进储料仓储存,整个过程都在秘密的管道,容器内进行,卫生,高效。
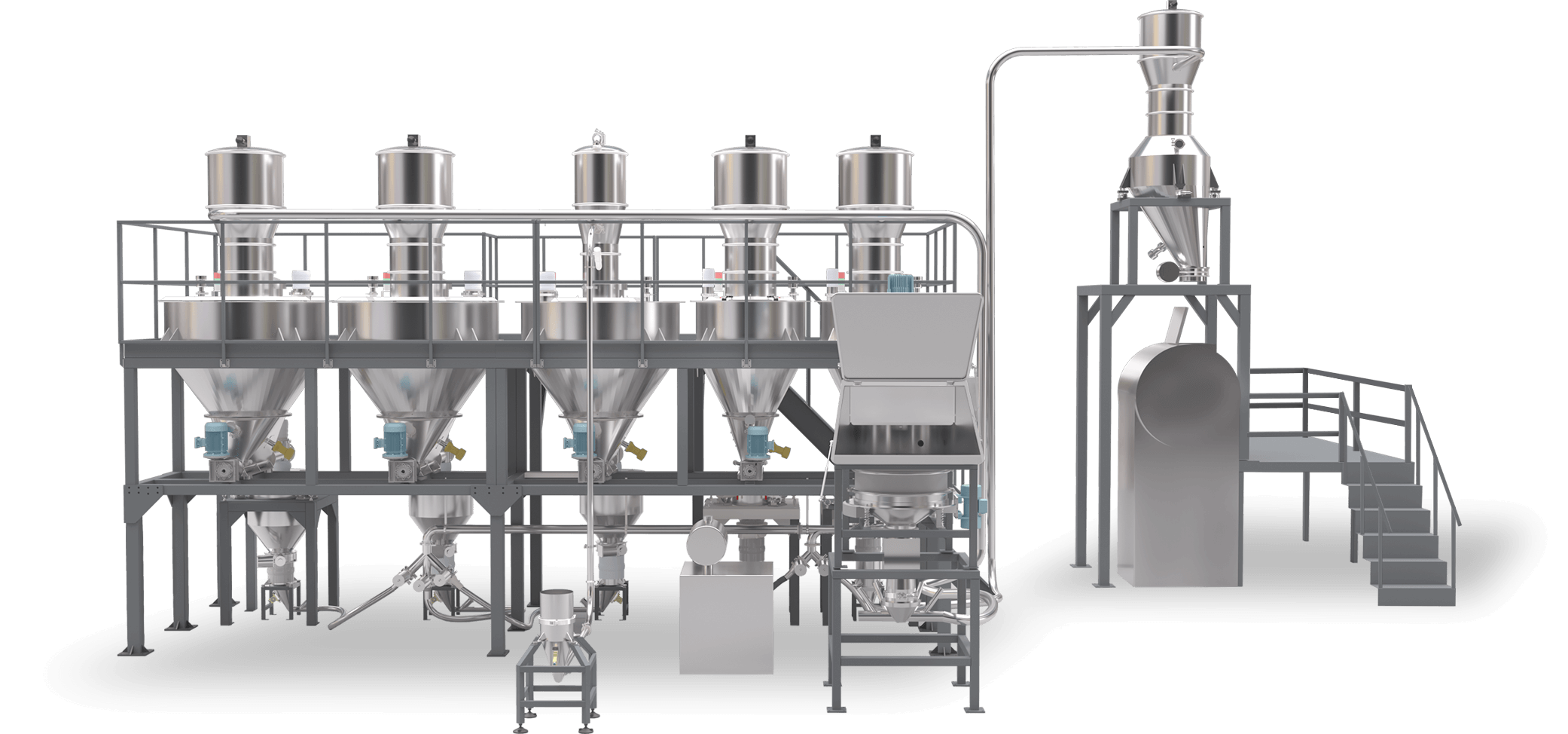
分三层由称重仓、混料机、暂存仓组成设备配有称重系统以及自动阀门,自动化程度可实现车间监控化管理此平台采用自上而下,垂直送料的原理配置称重传感器、限位传感器、电动闸阀等反馈系统
配有风冷式冷却塔、自动注水机,控制集成在双螺杆挤出机上,与双螺杆技术出配合使用,当主机生产参数变化时,自动注水机可根据程序设计,自动更正加水量,实现了自动化生产。双螺杆主机配有失重式配料系统,物料由真空上料机输送到失重喂料机的称重仓,等到了设定重量后闸门打开,输送进失重喂料机内,始终喂料机根据PLC设置的生产参数均匀连续向主机进料口输送,整个环节均是闭环密封环境,全自动化进行。
采用双脉冲式干燥机,米粒在密闭的振动床上悬浮,每一颗米粒都被热风包裹。这种包裹式的干燥方法大大提高了工作效率,有防止米粒粘连,密闭的环境保证了物料的卫生清洁。
采用逆流式冷却塔,快速冷却米粒的同时又能将残碎的米粒分离出来,最后输送经储料罐等待包装。





































.webp)









































